發布日期:2022-10-09 點擊率:259
陶瓷是一種傳統的無機材料,精美實用,已經有了上千年的歷史。硬而脆的特點使陶瓷材料加工成形尤其困難,傳統陶瓷制備工藝只能制造簡單三維形狀的產品,而且成本高、周期長。陶瓷3D打印技術的發展使復雜陶瓷產品制備成為可能,3D打印技術所具有的操作簡單、速度快、精度高等優點給陶瓷注入了新的活力。國外已有很多研究,出現了3DCeram、Lithoz等專注陶瓷3D打印的公司。目前國內陶瓷3D打印技術還不夠成熟,清華大學、西安交通大學等科研單位正在鉆研,也涌現出了十維科技等敢于探索的企業。
材料及應用
陶瓷材料具有高強度、高硬度、耐高溫、低密度、化學穩定性好、耐腐蝕等優異特性,是三大固體材料之一。目前陶瓷3D打印制備的主要有氧化鋁陶瓷、氧化鋯陶瓷、磷酸鈣陶瓷等。

用途廣泛的陶瓷材料
陶瓷3D打印可以制備結構復雜、高精度的多功能陶瓷,在建筑、工業、醫學、航天航空等領域將會得到廣泛的應用,在陶瓷形芯、骨科替代物、催化器等方向具有很好的應用前景,將給我們的生活帶來巨大改變。
配料
根據成形技術和最終的性能要求,選擇合適的原材料,一般包括陶瓷粉末、粘結劑、添加劑,按一定比例混合均勻。
用于3D打印的陶瓷材料形態包括:
漿料,陶瓷成分與其他溶劑及添加劑的混合物,通過物理、化學的方式成形;
陶瓷絲材,用于熔融堆積工藝;
陶瓷粉末,陶瓷粉末、礦化物、粘結劑等的混合物,用于激光燒結、粘接等;
陶瓷薄片,片壓成形、粘接。
3D打印成形
使用3D打印技術實現陶瓷零件成形,得到特定形狀結構的陶瓷坯體。具體方法見后文對各種陶瓷3D打印成形技術的介紹。
坯體后處理
對陶瓷坯體進行清洗、表面增強、修復、干燥等后處理,使坯體的強度、精度等性能達到要求,有利于之后的熱處理環節。
脫脂和燒結
將完好的坯體放入爐子中,按照設定好的溫度制度、焙燒氣氛和壓力進行熱處理。這個過程分為兩個階段:加熱到600多℃脫去坯體中的有機物,這是十分敏感容易出現缺陷的階段;加熱到1000多℃實現致密化、形成陶瓷,這是晶粒長大、晶界形成、實現陶瓷強度的過程,決定著制品的最終性能。燒結完成等冷卻后便可得到最終的陶瓷產品了。
陶瓷3D打印成形技術
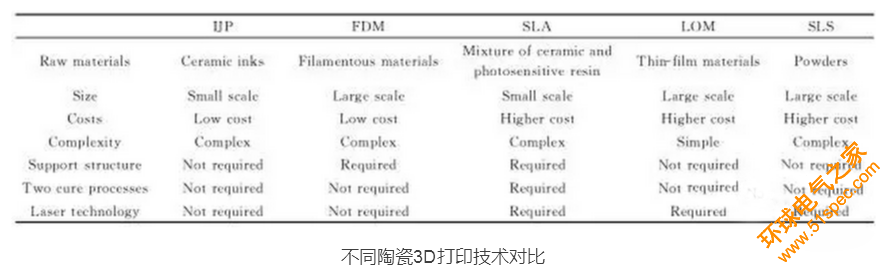
目前陶瓷3D打印成形技術主要可以分為噴墨打印技術(IJP)、熔融沉淀技術(FDM)、分層實體制造技術(LOM)、選擇性激光燒結技術(SLS) 和立體光固化技術(SLA)。使用這些技術打印得到的陶瓷坯體經過高溫脫脂和燒結后便可得到陶瓷零件。根據成形方法和使用原料的不同,每種打印技術都有自己的優缺點,發展程度也有差距。
噴墨打印技術(IJP)
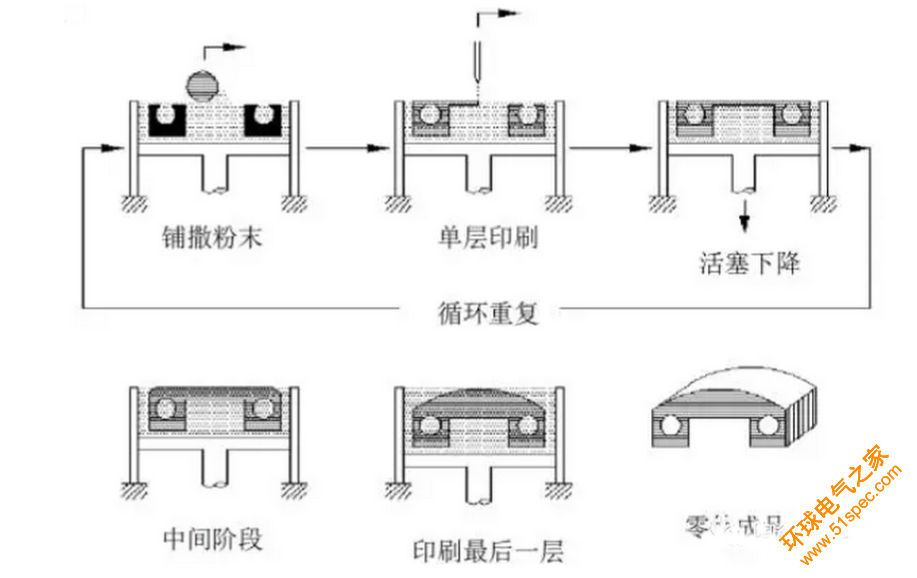
主要分為三維打印和噴墨沉積法。 三維打印是由MIT開發出來的,首先將粉末鋪在工作臺上,通過噴嘴把粘結劑噴到選定的區域,將粉末粘結在一起,形成一個層,而后,工作臺下降,填粉后重復上述過程直至做出整個部件。所用的粘結劑有硅膠、高分子粘結劑等。三維打印法可以方便地控制陶瓷坯體的成分和顯微結構,但是坯體需要后處理,而且精度低、強度低。
噴墨沉積法是由Brunel大學的Evans和Edirisingle研制出來的,它是將含有納米陶瓷粉的懸浮液直接由噴嘴噴出以沉積成陶瓷件。該工藝的關鍵是配置出分散均勻的陶瓷懸浮液,目前使用的陶瓷材料有ZrO2、TiO2、Al2O3等。制約其發展的因素主要是陶瓷墨水的配置和噴墨打印頭的堵塞。
漿料擠出成形技術(類似FDM)
與塑料3D打印的熔融沉積成形(FDM)類似,基本都是由供料輥、導向套和噴頭3個結構組件相互搭配來實現。首先熱熔性絲狀材料(混有陶瓷粉末的噴絲)經過供料輥,在從動輥和主動輥的配合作用下進入導向套,利用導向套的低摩擦性質使得絲狀材料精準連續地進入噴頭。材料在噴頭內加熱熔化后擠出噴嘴,擠出后的陶瓷高分子復合材料因為溫差而凝固,按照設計好的原件造型進行3D打印。
也有部分工藝采用高粘度的陶瓷漿料作為原材料,直接通過噴嘴擠出后在空氣中干燥固化。

本技術雖然可以實現多種材料組合,但擠出最小直徑有限,在結構上受到局限,精度較低,比較適用于陶瓷工藝品和多孔材料的生物制造領域。本技術需要設置支撐結構、噴頭溫度高、對于原料的要求高。
分層實體制造技術(LOM)
一種薄片材料疊加工藝,又稱為薄形材料選擇性切割。直接通過激光切割薄膜材料(含粘結劑),移動升降工作臺,切割新的一層薄膜材料疊加在之前的一層材料上,在熱粘壓部件的作用下粘結成形,是一種直接由層到立體零件的過程。
成形速度快,適合用于制造層狀復雜結構零件;不需要設置支撐結構,后期處理過程比較簡單。陶瓷薄片材料可以利用流延法制備得到,國內外對流延法制備陶瓷薄片材料的技術也已經比較成熟,原料的獲取方便快捷。但是,由于采用的薄膜材料需要進行切割疊加,不可避免地產生大量材料浪費的現象,利用率有待提高。同時打印過程采用的激光切割增加了打印成本。不適合打印復雜、中空的零件,層與層之間存在較為明顯的臺階效應,最終成品的邊界需要進行拋光打磨處理。
激光選區燒結技術(SLS)
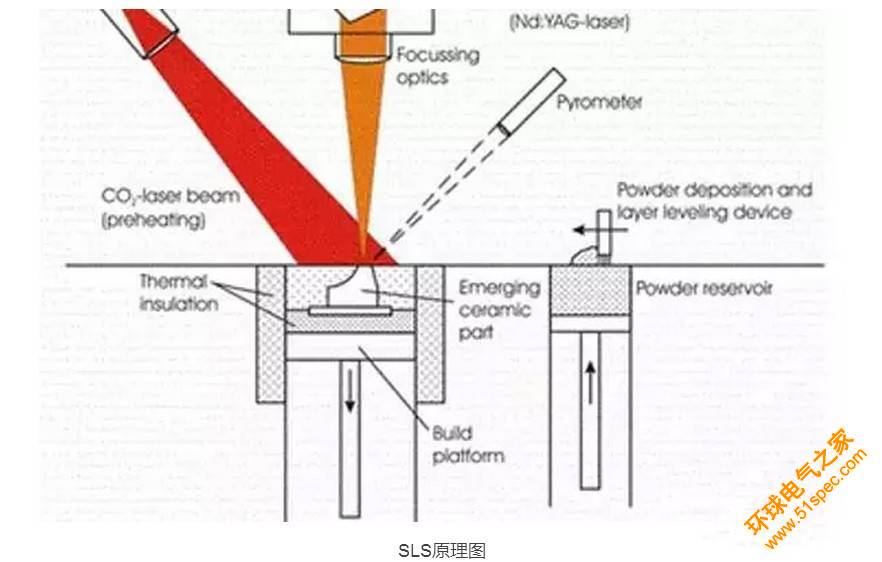
主要通過壓輥、激光器、工作臺3個結構組件相互搭配來實現陶瓷3D打印。通過壓輥將粉末鋪在工作臺上,電腦控制激光束掃描規定范圍的粉末,粉末中的粘結劑經激光掃描熔化,形成層狀結構。掃描結束后,工作臺下降,壓輥鋪上一層新的粉末,經激光再次掃描,與之前一層已固化的片狀陶瓷粘結,反復操作同一步驟,最終打印出成品。
由于直接對陶瓷進行燒結比較困難,需在陶瓷粉中加入粘結劑或者將原料制成覆膜陶瓷的結構。粘結劑的種類、用量以及加入粘結劑后的陶瓷密度低、力學性能差等方面的問題一直制約著該技術的發展,難以得到高精度、高強度、高致密度的陶瓷零件。同時,由于使用激光,該技術打印陶瓷零件成本高、后期維護較為繁瑣。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


