發布日期:2022-10-09 點擊率:167
在搜集各種問題的解決方案之前,各位玩家請確保你會比較熟練、自如地調平你的3D打印機平臺,不管它是自動還是半自動調平。因為很多人在平臺沒有調平之前就急于打印,出現這樣或那樣的問題,什么都打不出來,但是根本原因其實就是你平臺沒調平而已……
在此基礎之上,再說其他問題:
1、翹邊


還是那句話,先調平。不考慮材料本身屬性的話,平臺傾斜本身就容易讓打印件翹邊。
其次,要有熱床,現在的3D打印機基本上都能滿足這一點了,都帶有平臺加熱功能。如果你的打印平臺還真就沒有加熱功能,或者是DIY機器的話,貼美紋紙,或者在打印前給平臺表面涂上一層薄薄的膠(話說有加熱平臺也最好涂一些),關于涂抹固體膠的方法坊主以前發過一個小文章,不知道怎么操作的新手可以看看,《3D打印中解決翹邊的小技巧》,僅供參考。
第三、給要打印的模型加輔助粘貼的部件、底板或附著面(這個因且片軟件而異),會簡單使用建模軟件的話可以給模型加一些容易去掉的加固部件,防止過長、過細、過大的地面翹邊;另外加底板或附著面可以有效降低翹邊幾率但是如果模型和底板接觸面積大的話,去掉底板可能會費點勁,但是成型率高很多。
第四、適當減慢打印速度,提高噴頭溫度,有助于噴頭擠出耗材后在平臺上的附著。
第五、關閉風扇或者降低風扇送風量,這個慎用,因為要看模型而異,有些模型打印過程中不可全程關風扇,否則底部是不翹邊了,但是打到上層部位有可能會因為沒有風扇而影響打印效果甚至無法成型。
最后,坊主以前提過這個,在《3D打印中解決翹邊的小技巧》一文中也說過,選擇質量相對好一點的打印耗材,不要一味貪便宜,對這個沒有把握的坑友可以多問度娘、多泡論壇、多請教老司機,看看哪些牌子的耗材性價比是比較高的。
2、底部粗糙,有多余線料
還是那句話:先調平,然后輕涂膠。
3、打印層錯位

這個解決方案來源于網絡,詳見百度經驗:《3D打印過程中模型出現錯位怎么辦?》
首先切片模型錯誤
現在用的最常見的軟件是Cura、Repetier這兩種。大多都是開源的,所以說軟件的穩定性專業性我們不能保證,還有每個設計模型圖出 來不一定就是完美適合軟件,所以打印錯位首先模型圖不換,把模型圖重新切片,模型移動個位置也好,讓軟件重新生成GCode打印。
第二模型圖紙問題
出現錯位換切片后模型還是一直錯位,換以前打印成功的模型圖實驗,如果無誤,重新作圖紙。
第三打印中途噴嘴被強行阻止路徑
首先打印過程中不能用手觸碰正在移動的噴嘴。其次如果模型圖打印最上層有積削瘤,則下次打印將會重復增大積削,一定程度堅硬的積削瘤會阻擋噴嘴正常移動,使電機丟步導致錯位。
第四電壓不穩
打印錯位時觀察是否為大功率電器比如空調啊下班了一部分電器的電閘一起關閉時打印錯位了,如果有,打印電源加上穩壓設備。如果沒有,觀察打印 錯位是否每次噴嘴走到同一點出現行程受阻,噴嘴卡位后出現錯位,一般是X、Y、Z軸電壓不均,調整主板上X、Y、Z軸電流使其通過三軸電流基本均勻。
第五主板問題
上述問題都解決不了錯位,而且出現最多的是打印任何模型都同一高度錯位,更換主板。
4、拉絲
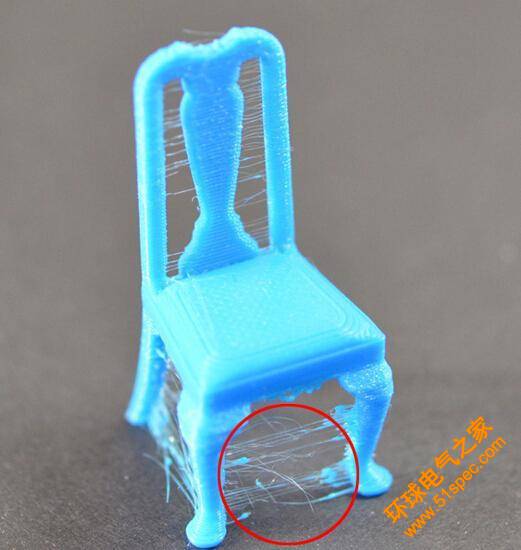

大多數打印機都有回抽功能。啟動此功能后,在非打印狀態下移動打印頭前打印機就會縮進細絲。這樣就不會有多余的塑料材料從打印頭滴落,形成拉絲了。確保在分層軟件中啟動此功能。
另外也可嘗試適當降低噴頭溫度,也有助于減少拉絲。
然后就是確定拉絲是否和耗材質量有關……
5、垂絲

加支撐,或者是加快空走速度。
6、層紋明顯

首先,擠出不穩定
這個問題最可能的原因是耗材質量不行……,如果耗材直徑公差較大,會導致這樣的問題出現,讓出料的量不均勻形成層紋,換質量好點的料一般可以解決問題。
如果不是耗材質量問題,在打印過程中實時關注以下是否有卡料或者繞線導致阻力不均勻。
或者看看是否有不同程度堵頭。
第二,打印溫度不穩定
你可以用聯機模式進行打印監控,如果噴頭在打印過程中溫度正負變化超過2度,那么很有可能是導致層紋明顯的原因,最簡單直接的辦法是聯系你的機器供應商調整校準針腳控制器。
第三,如果都不是以上問題,那就是你的機器是否穩定性有問題,包括機器、平臺在工作中的晃動等;Z軸是否安裝有問題、電機細分控不足等也有可能造成這種現象,動手能力強的同學可以自行一一調試排除,新入坑同學最好咨詢供應商或老司機。
7、盡量不要退絲
這個是個人使用心得,并且很多玩家和供應商也有類似建議。換料的時候盡量選擇進絲,將之前的耗材絲剪斷,選擇加熱進絲讓原來的剩余料頭走完再插入新的耗材,讓其按正常工作順序擠出。如果經常退絲的話,造成堵頭的風險會加大,原料頭在退出過程中很有可能會產生殘留,這種堵頭是很不好清理的。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


