發布日期:2022-08-21 點擊率:85
想把生產遷移至低工資國家的努力導致注塑行業面臨著愈來愈緊迫的成本壓力,這迫使加工業者盡可能快地推行降低成本的措施,例如新的生產工藝、更高的集成和物資供應上的變化。現在的生產也為節約提供了可觀的空間。
一種途徑是周期時間,它可能超出最短可能值的40%以上。這里的原因存在于差勁的模具熱學設計和過度的殘余冷卻時間,這通常是根據估算而主觀地預先設定的。機器操作者也常常加入一個安全余量,以彌補工藝及模具偏差,例如溫度和控制波動,并把生產放到一個穩定狀態當中。但這常常是以不理想的周期時間為代價,所以是高成本的。
根據模溫計算冷卻時間
冷卻不僅直接影響在工藝成本,而且對質量也有著顯著的影響,這反過來又影響著生產效率。殘余冷卻時間現在是作為固定值被輸入,無法彌補生產過程中偶爾發生的干擾,例如工藝、機器控制和材料的波動。結果是批量生產過程中扭曲、尺寸準確度、表面質量和其它部件特性的變化。
為了解決這樣的問題,德國South-West-phalia理工大學、Kistler儀器公司和知名的加工企業聯合參與了一個研究項目,開發一種系統,脫模點不依賴于固定的周期時間,而是和塑件達到確定熱狀態的時候有關系。這個步驟不會再把冷卻時間保持穩定,而是模具的熱學性能。通過測量塑件表面溫度和模腔壓力,在工藝中逐個周期地確定出塑件的熱學狀態。殘余冷卻時間被自動地計算出來,并被直接傳送給機器控制裝置。
此工藝具有重要的優勢:
因為不再有必要估算和輸入殘余冷卻時間,所以試模和安裝時間縮短; 因為冷卻時間及周期時間被盡可能地保持短暫,所以經濟性方面有了顯著的改進; 因為脫模溫度穩定,所以塑件質量盡可能地維持穩定。
用于綜合測量壓力和溫度的傳感器
理想的脫模溫度不僅是由所用塑料決定的,而且還由塑件形狀所決定。因為皺縮和扭曲過程的復雜性,以及模壁和熔體溫度不能預先被準確地確定,所以不可能準確計算出注塑件的脫模溫度。只能根據來自原料生產商的引導值和制模商的經驗來進行估算,因為在脫模時,以傳統壁厚,貫穿塑件截面的溫度不會完全相等,從塑件中間到外部總會有一個溫度梯度。
所以,為了確定理想的脫模點,要利用普通的冷卻時間公式。這實現了對殘余冷卻時間的理論計算。為了確定某一溫度下的脫模點,意味著模壁溫度和熔體溫度的塑料性能必須在冷卻過程開始時就已知了。然而,如前所述,最后提到的兩個參數是未知的。當然,注塑周期中的熔體溫度可以在注塑周期中通過熱電偶被實驗性地獲取,熱電偶必須在每個周期被引入到模腔中。然而,這種溫度確定方法不適用于生產當中,而主要被用于科學研究。
因此,為了自動計算出批量生產中的殘余冷卻時間,有必要開發一種方法來準確確定模壁溫度分布情況和冷卻開始時也就是實際填模過程之后的熔體溫度。這需要應用組合的溫度傳感器/壓力傳感器(圖1)。

圖1:模腔壓力和溫度綜合傳感器的剖面圖
依靠這種特殊設計的感應器,溫度測量在傳感器表面進行,當熔體一到達傳感器時,和熔體的接觸溫度就被記錄下來。在此點之前,傳感器精確地記錄模具溫度,并提供有關模壁溫度分布情況的必要信息。綜合的模腔壓力傳感器探查冷卻開始時體積測定式填充的位置(圖2)。因此,所有的信息都可用于逐個周期地通過深入的算法來自動解答冷卻時間公式,把啟動脫模過程的實際冷卻時間提供給注塑機。
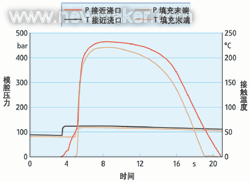
圖2:用模腔壓力和溫度綜合感應器測得的工藝情況
在生產中證實的預期
在中間時期,上述的方法也在一個大型ABS材料的外殼件(塑件重量約1kg)上被測試。其表面被鏡面拋光,必須絕對地無缺陷。工藝的總周期時間為61秒,其中42秒被冷卻時間所占據。平均模溫為62℃.在徹底的手工優化以后,塑件可以在穩定的冷卻時間下被做得有足夠的品質。冷卻時間縮短到40秒的固定值把工藝旋轉到了一個不確定的質量狀態。在不定期間斷中,塑件表面出現裂紋(圖3)。這是由頂針所引起的,因為塑件還沒有達到脫模點的正確溫度。冷卻時間縮短2秒鐘使百分之百用肉眼檢查塑件成為必要。

圖3:沒有自動冷卻時間計算,在塑件上會偶爾出現裂紋
在穩定的72℃脫模溫度之下利用自動的冷卻時間計算,可以實現39.8-40.3秒之間的冷卻時間。在這種情況下,即使在較長的生產時間之內也不會出現裂紋。以這種方式,與安全余量相比,冷卻時間被縮短5%。
為了檢查系統表現,平均模溫被升高至70℃.現在該系統自動地增加冷卻時間,在同樣72℃的溫度之下脫模。這個情況里的塑件表面也是完美無瑕的。除了表面性能以外,還有更多針對塑件的測試參數。如果脫模溫度保持穩定,它們停留在所需的偏差范圍之內。
這個例子表明,對于已被人工優化至極限的工藝,冷卻時間的自動計算及可能最早的理想變形點可以獲得周期時間的進一步縮短,同時保持最佳品質的通常狀態。
集成于注塑機中
對于工業應用,把這種方法集成以于注塑機中是重要的。以受控動作介入到過程中的方法必須以穩定的方式被綜合到機器中。已獲認可的解決方法被選來推行這種方法。計算法則被綜合到工業用載荷放大器中(圖4)。Kistler公司多年來在更換點的自動優化上使用這種技術。智能載荷放大器被完全融入到了注塑機控制當中。這確保了最大的工藝穩定性。

圖4:帶組合自動冷卻時間計算的SmartAmp載荷放大器
下一篇: PLC、DCS、FCS三大控
上一篇: 832三軸加速度計操作

型號:ML200PS1PC
價格:面議
庫存:10
訂貨號:ML200PS1PC

型號:ABH200PSC1B
價格:面議
庫存:10
訂貨號:ABH200PSC1B

型號:GLGD12D
價格:面議
庫存:10
訂貨號:GLGD12D

型號:19C003PG1K
價格:¥8000
庫存:10
訂貨號:19C003PG1K

型號:13C0500PA1K
價格:¥5500
庫存:10
訂貨號:13C0500PA1K

型號:SPT4V5000PS5W10
價格:¥7500
庫存:10
訂貨號:SPT4V5000PS5W10


