三菱系列PLC觸點(diǎn)比較應(yīng)用指令包括觸點(diǎn)比較取指令、與指令以及或指令。
PLC應(yīng)用舉例
1、三相異步電動(dòng)機(jī)的星型-三角形降壓啟動(dòng)PLC控制
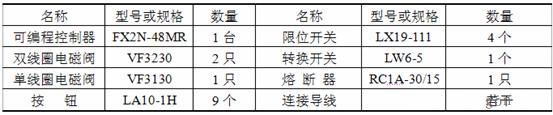
一、項(xiàng)目所需設(shè)備、工具、材料
見表8-1。
表8-1 項(xiàng)目所需設(shè)備、工具、材料
擊打開原圖")
二、訓(xùn)練內(nèi)容
2.1項(xiàng)目描述
按照三相異步電動(dòng)機(jī)控制原理圖(圖8-8)接線或用控制模板代替。圖中的QS為電源刀開關(guān),當(dāng)KM1、KM3主觸點(diǎn)閉合時(shí),電動(dòng)機(jī)星形連接;當(dāng)KM1、KM2主觸點(diǎn)閉合時(shí),電動(dòng)機(jī)三角形連接。
設(shè)計(jì)一個(gè)三相異步電動(dòng)機(jī)星-三角降壓啟動(dòng)控制程序,要求合上電源刀開關(guān),按下啟動(dòng)按鈕SB2后,電機(jī)以星形連接啟動(dòng),開始轉(zhuǎn)動(dòng)5S后,KM3斷電,星形啟動(dòng)結(jié)束。
2.2實(shí)訓(xùn)要求
2.2.1方法一:用堆棧指令配合常用一般指令實(shí)現(xiàn)
(1)輸入點(diǎn)和輸出點(diǎn)分配表
見表8-2。
表8-2 輸入點(diǎn)和輸出點(diǎn)分配表
擊打開原圖")
(2)PLC接線圖
如圖8-9所示。
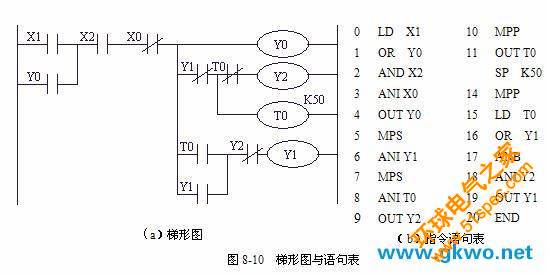
(3)程序設(shè)計(jì)
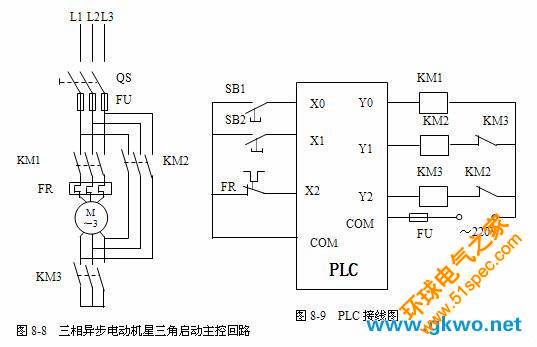
圖8-8為三相異步電動(dòng)機(jī)星三角啟動(dòng)主電路。圖8-10(a)為梯形圖。注意熱繼電器以動(dòng)斷觸點(diǎn)的形式接入PLC,因而在梯形圖中要用動(dòng)合觸點(diǎn)。
(4)運(yùn)行并調(diào)試程序
a.將梯形圖程序輸入到計(jì)算機(jī)。
b.下載程序到PLC,并對(duì)程序進(jìn)行調(diào)試運(yùn)行。觀察電機(jī)在程序控制下能否實(shí)現(xiàn)星-三角降壓啟動(dòng)。
c.調(diào)試運(yùn)行并記錄調(diào)試結(jié)果。
2.2.2方法二:用一般指令實(shí)現(xiàn)
若8.4.1項(xiàng)目描述改為:設(shè)計(jì)一個(gè)三相異步電動(dòng)機(jī)星-三角降壓啟動(dòng)控制程序,要求合上電源刀開關(guān),按下啟動(dòng)按鈕SB2后,電機(jī)以星形連接啟動(dòng),開始轉(zhuǎn)動(dòng)5S后,KM3斷電,星形啟動(dòng)結(jié)束。為了有效防止電弧短路,要延時(shí)300ms后,KM2接觸器線圈得電,電動(dòng)機(jī)按照三角形連接轉(zhuǎn)動(dòng)。不考慮過載保護(hù)。
(1)輸入點(diǎn)和輸出點(diǎn)分配
見表8-3。
表8-3 輸入點(diǎn)和輸出點(diǎn)分配表
擊打開原圖")
(2)PLC接線圖
按照?qǐng)D8-11完成PLC的接線。圖中輸入端的24V電源可以利用PLC提供的直流電源,也可以根據(jù)功率單獨(dú)提供電源。若實(shí)驗(yàn)用PLC的輸入端為繼電器輸入,也可以用220V交流電源。
圖8-11中,電路主接觸器KM和三角形全壓運(yùn)行接觸器的動(dòng)合輔助觸點(diǎn)作為輸入信號(hào)接于PLC的輸入端,便于程序中對(duì)這兩個(gè)接觸器的實(shí)際動(dòng)作進(jìn)行監(jiān)視,通過程序以保證電機(jī)實(shí)際運(yùn)行的安全。PLC輸出端保留星形和三角形接觸器線圈的硬互鎖環(huán)節(jié),程序中也要另設(shè)軟互鎖。
(3)程序設(shè)計(jì)
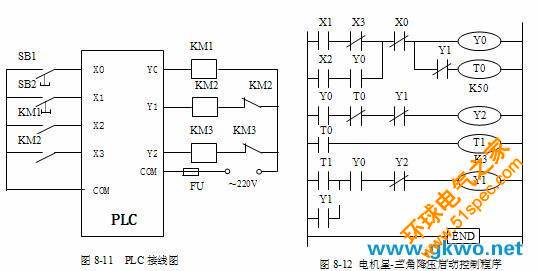
圖8-12為電機(jī)星-三角降壓啟動(dòng)控制的梯形圖。在接線圖8-11中將主接觸器KM1和三角形連接的接觸器KM2輔助觸點(diǎn)連接到PLC的輸入端X2、X3,將啟動(dòng)按鈕的動(dòng)合觸點(diǎn)X1與X3的動(dòng)斷觸點(diǎn)串聯(lián),作為電機(jī)開始啟動(dòng)的條件,其目的是為防止電機(jī)出現(xiàn)三角形直接全壓啟動(dòng)。因?yàn)椋舢?dāng)接觸器KM2發(fā)生故障時(shí),如主觸點(diǎn)燒死或銜鐵卡死打不開時(shí),PLC的輸入端的KM2動(dòng)合觸點(diǎn)閉合,也就使輸入繼電器X3處于導(dǎo)通狀態(tài),其動(dòng)斷觸點(diǎn)斷開狀態(tài),這時(shí)即使按下啟動(dòng)按鈕SB2(X1閉合),輸出Y0也不會(huì)導(dǎo)通,作為負(fù)載的KM1就無法通電動(dòng)作。
在正常情況下,按下啟動(dòng)按鈕后,Y0導(dǎo)通,KM1主觸點(diǎn)動(dòng)作,這時(shí)如KM1無故障,則其動(dòng)合觸點(diǎn)閉合,X2的動(dòng)合觸點(diǎn)閉合,與Y0的動(dòng)合觸點(diǎn)串聯(lián),對(duì)Y0形成自鎖。同時(shí),定時(shí)器T0開始計(jì)時(shí),計(jì)時(shí)5s。
Y0導(dǎo)通,其動(dòng)合觸點(diǎn)閉合,程序第2行中,后面的兩個(gè)動(dòng)斷觸點(diǎn)處于閉合狀態(tài),從而使Y2導(dǎo)通,接觸器KM3主觸點(diǎn)閉合,電機(jī)星形啟動(dòng)。當(dāng)T0計(jì)時(shí)5s后,使Y2斷開,即星形啟動(dòng)結(jié)束。該行中的Y1動(dòng)斷觸點(diǎn)起互鎖作用,保證若已進(jìn)入三角形全壓啟動(dòng)時(shí),接觸器KM3呈斷開狀態(tài)。
T0定時(shí)到的同時(shí),也就是星形啟動(dòng)結(jié)束后,防止電弧短路,需要延時(shí)接通KM2,因此,程序第3行的定時(shí)器T1起延時(shí)0.3s的作用。
T1導(dǎo)通后,程序第4行使Y1導(dǎo)通,KM2主觸點(diǎn)動(dòng)作,電機(jī)呈三角形全壓啟動(dòng)。這里的Y2動(dòng)斷觸點(diǎn)也起到軟互鎖作用。由于Y1導(dǎo)通使T0失電,T1也因T0而失電,因此,程序中用Y2的動(dòng)斷觸點(diǎn)對(duì)Y1自鎖。
按下停止按鈕,Y0失電,從而使Y1或Y2失電,也就是在任何時(shí)候,只要按停止按鈕,電機(jī)都將停轉(zhuǎn)。
(4)運(yùn)行并調(diào)試程序
A.將梯形圖程序輸入到計(jì)算機(jī)。
B.下載程序到PLC,并對(duì)程序進(jìn)行調(diào)試運(yùn)行。觀察電機(jī)在程序控制下能否實(shí)現(xiàn)自動(dòng)星-三角降壓啟動(dòng)。
C.調(diào)試運(yùn)行并記錄調(diào)試結(jié)果。
2.3編程練習(xí)
(1)在圖8-9中,若用熱繼電器的動(dòng)合觸點(diǎn)作為PLC的輸入,程序有何變化?
(2)如果不用熱繼電器,而采用一個(gè)溫度檢測開關(guān),試設(shè)計(jì)系統(tǒng)接線圖和控制程序。
三、實(shí)訓(xùn)報(bào)告要求與考核標(biāo)準(zhǔn)
1、實(shí)訓(xùn)報(bào)告要求
(1)整理實(shí)訓(xùn)操作結(jié)果,按標(biāo)準(zhǔn)寫出實(shí)訓(xùn)報(bào)告。
(2)根據(jù)編程練習(xí)要求,編寫程序并實(shí)訓(xùn)驗(yàn)證。
(3)完成下列思考題和習(xí)題。
A.根據(jù)圖8-12給出的梯形圖,寫出指令表。
B.按照?qǐng)D8-11原理接線圖畫出實(shí)際接線圖。
2、交通信號(hào)燈控制實(shí)驗(yàn)
表9-1 項(xiàng)目所需設(shè)備、工具、材料
擊打開原圖")
2、訓(xùn)練內(nèi)容
1)項(xiàng)目描述
某交通信號(hào)燈采用PLC控制。信號(hào)燈分東西、南北兩組,分別有紅黃綠三種顏色,假設(shè)東西方向交通比南北方向繁忙一倍,因此東西方向的綠燈通行的時(shí)間多一倍。其控制要求按照?qǐng)D9-10時(shí)序控制圖所示,按下啟動(dòng)按鈕開始工作,按下停止按鈕停止工作,”白天/黑夜”選擇開關(guān)閉合時(shí)為黑夜工作狀態(tài),這時(shí)只有黃燈閃爍,斷開時(shí)按時(shí)序控制圖工作。
2)實(shí)訓(xùn)要求
2.1)輸入和輸出點(diǎn)分配表
見表9-7。
表9-7 輸入和輸出點(diǎn)分配表
2.2)PLC接線圖
見圖9-11。
2.3)程序設(shè)計(jì)
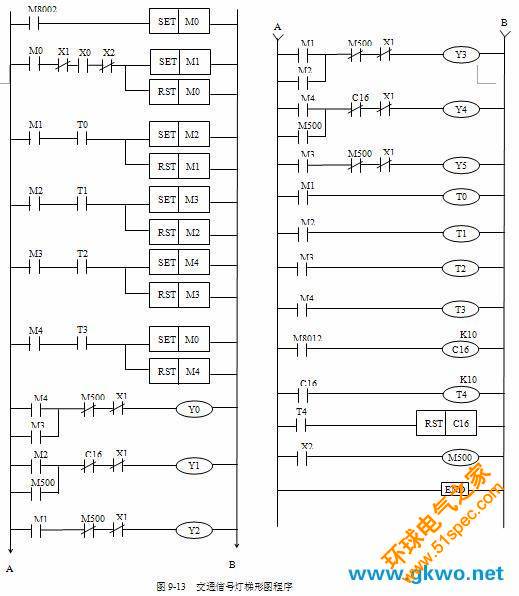
根據(jù)時(shí)序圖,畫出交通燈控制的順序功能圖如圖9-12所示。
當(dāng)PLC進(jìn)入RUN狀態(tài),M0得電自鎖。當(dāng)白天/黑夜開關(guān)S斷開,此時(shí)動(dòng)斷觸點(diǎn)X2閉合,因停止按鈕是斷開的,X1動(dòng)斷觸點(diǎn)閉合,此時(shí)按下啟動(dòng)按鈕,動(dòng)合觸點(diǎn)X0閉合,因此狀態(tài)由M0轉(zhuǎn)到M1,Y2、Y3得電,紅2、綠1燈亮。延時(shí)20秒后,狀態(tài)由M1轉(zhuǎn)到M2,紅2亮、黃1閃(閃爍由圖9-11中的C16實(shí)現(xiàn))。又延時(shí)5秒后,狀態(tài)由M2轉(zhuǎn)到M3,紅1、綠2燈亮。延時(shí)40秒后,狀態(tài)由M3轉(zhuǎn)到M4,紅1亮、黃2閃。又延時(shí)5秒后,狀態(tài)由M4轉(zhuǎn)回到M0,執(zhí)行下一循環(huán)。
當(dāng)白天/黑夜開關(guān)S閉合時(shí),只有黃燈的閃爍,問題是這樣解決的: M8012(PLC機(jī)內(nèi)內(nèi)部產(chǎn)生100ms時(shí)鐘脈沖的特殊輔助繼電器),其線圈由PLC自動(dòng)驅(qū)動(dòng),即 PLC通電后M8012保持100ms的周期振蕩,利用其動(dòng)合觸點(diǎn)驅(qū)動(dòng)計(jì)數(shù)器線圈C16,當(dāng)C16累計(jì)到10個(gè)脈沖時(shí)(1s時(shí)間),計(jì)數(shù)器C16動(dòng)作,C16動(dòng)合觸點(diǎn)驅(qū)動(dòng)時(shí)間繼電器T4,T4定時(shí)1s后動(dòng)作,T4動(dòng)合觸點(diǎn)閉合將C16復(fù)位,其后周而復(fù)始,使C16線圈接通1s后又?jǐn)嚅_1s,動(dòng)斷觸點(diǎn)C16接到控制線圈Y1和Y4回路,使Y1和Y4時(shí)而接通1s時(shí)而斷開1s,從而產(chǎn)生了在黑夜開關(guān)S閉合時(shí)黃燈閃爍的效果,其梯形圖程序見圖9-13。
當(dāng)按下停止按鈕,X1閉合,其動(dòng)斷觸點(diǎn)X1分別接到Y(jié)0~Y5的線圈回路,使Y0~Y5斷電,所有燈滅。同時(shí)使程序從MO后不再執(zhí)行。
2.4)運(yùn)行并調(diào)試程序
(1)將梯形圖程序輸入到計(jì)算機(jī)。
擊打開原圖")
(2)按圖9-11所示連接好PLC的輸入與輸出端,將PLC與計(jì)算機(jī)連接好。
(3)對(duì)程序進(jìn)行調(diào)試運(yùn)行。
將S閉合,按下啟動(dòng)按鈕SB1,觀察HL1~HL6的指示狀態(tài)。
將S打開,按下啟動(dòng)按鈕SB1,觀察HL1~HL6的指示狀態(tài)。按下停止按鈕,再觀察HL1~HL6的指示狀態(tài)。
調(diào)試運(yùn)行記錄。
3、實(shí)訓(xùn)報(bào)告要求與考核標(biāo)準(zhǔn)
3.1)實(shí)訓(xùn)報(bào)告要求
(1)整理實(shí)訓(xùn)操作結(jié)果,按標(biāo)準(zhǔn)寫出實(shí)訓(xùn)報(bào)告。
3、機(jī)械手的順序控制
一、項(xiàng)目所需設(shè)備、工具、材料
見表10-1。
表10-1 項(xiàng)目所需設(shè)備、工具、材料
二、訓(xùn)練內(nèi)容
1、項(xiàng)目描述
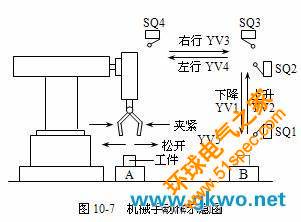
如圖10-7所示是一氣動(dòng)機(jī)械手動(dòng)作示意圖,其功能是將工件從A處移送到B處。氣動(dòng)機(jī)械手的升降和左右移行分別使用了雙線圈的電磁閥,在某方向的驅(qū)動(dòng)線圈失電時(shí)能保持在原位,必須驅(qū)動(dòng)反方向的線圈才能反向運(yùn)動(dòng)。上升、下降對(duì)應(yīng)的電磁閥線圈分別是YV2、YV1,右行、左行對(duì)應(yīng)的電磁閥線圈分別是YV3、YV4。機(jī)械手的夾鉗使用單線圈電磁閥YV5,線圈通電時(shí)夾緊工件,斷電時(shí)松開工件。通過設(shè)置限位開關(guān)SQ1 、SQ2、SQ3、SQ4分別對(duì)機(jī)械手的下降、上升、右行、左行進(jìn)行限位,而夾鉗不帶限位開關(guān),它是通過延時(shí)1.7s來表示夾緊、松開動(dòng)作的完成的。
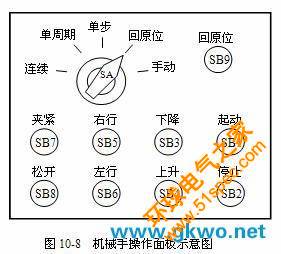
如圖10-8所示為機(jī)械手的操作面板,機(jī)械手能實(shí)現(xiàn)手動(dòng)、回原位、單步、單周期和連續(xù)等五種工作方式。手動(dòng)工作方式時(shí),用各按鈕的點(diǎn)動(dòng)實(shí)現(xiàn)相應(yīng)的動(dòng)作;回原位工作方式時(shí),按下”回原位”按鈕,則機(jī)械手自動(dòng)返回原位;單步工作方式時(shí),每按一次起動(dòng)按鈕,機(jī)械手向前執(zhí)行一步;選擇單周期工作方式時(shí),每按一次起動(dòng)按鈕,機(jī)械手只運(yùn)行一個(gè)周期就停下;連續(xù)工作方式時(shí),機(jī)械手在原位,只要按下起動(dòng)按鈕,機(jī)械手就會(huì)連續(xù)循環(huán)動(dòng)作,直到
按下停止按鈕,機(jī)械手才會(huì)最后運(yùn)行到原位并停下;而在傳送工件的過程中,機(jī)械手必須升到最高位置才能左右移動(dòng),以防止機(jī)械手在較低位置運(yùn)行時(shí)碰到其它工件。
2、實(shí)訓(xùn)要求
2.1分配輸入/輸出點(diǎn)
見表10-4。
表10-4 PLC輸入/輸出點(diǎn)分配表
擊打開原圖")
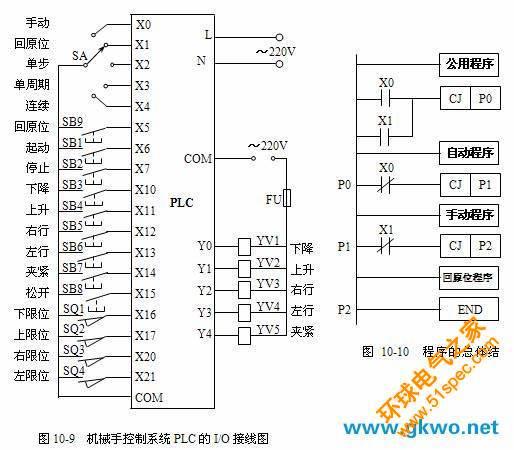
2.2 PLC接線圖
如圖10-9所示。
2.3)程序設(shè)計(jì)
2.3.1基本指令編程
機(jī)械手系統(tǒng)的程序總體結(jié)構(gòu)如圖10-10所示,分為公用程序、自動(dòng)程序、手動(dòng)程序和回原位程序等四部分。其中自動(dòng)程序包括單步、單周期和連續(xù)運(yùn)行的程序,因它們的工作順序相同,所以可將它們合編在一起。CJ(FNC00)是條件跳轉(zhuǎn)應(yīng)用指令(詳情見項(xiàng)目十二),指針標(biāo)號(hào)P是其操作數(shù)。該指令用于某種條件下跳過CJ指令和指針標(biāo)號(hào)之間的程序,從指針標(biāo)號(hào)處繼續(xù)執(zhí)行,以減少程序執(zhí)行時(shí)間。如果選擇”手動(dòng)”工作方式,即X0為ON,X1為OFF,則PLC執(zhí)行完公用程序后,將跳過自動(dòng)程序到P0處,由于X0動(dòng)斷觸點(diǎn)斷開,所以直接執(zhí)行”手動(dòng)程序”。由于P1處的X1的動(dòng)斷觸點(diǎn)閉合,所以又跳過回原位程序到P2處。如果選擇”回原位”工作方式,同樣只執(zhí)行公用程序和回原位程序。如果選擇”單步”或”連續(xù)”方式,則只執(zhí)行公用程序和自動(dòng)程序。
公用程序如圖10-11所示,當(dāng)Y4復(fù)位(即松緊電磁閥松開)、左限位X21和上限位X17接通時(shí),輔助繼電器M0變?yōu)镺N,表示機(jī)械手在原位。這時(shí),如果開始執(zhí)行用戶程序(M8002為ON)、系統(tǒng)處于手動(dòng)或回原位狀態(tài)(X0或X1為ON),那么初始步對(duì)應(yīng)的M10被置位,為進(jìn)入單步、單周期、連續(xù)工作方式作好準(zhǔn)備。如果M0為OFF,M10被復(fù)位,系統(tǒng)不能進(jìn)入單步、單周期、連續(xù)工作方式。圖中的指令ZRST(FNC40)是成批復(fù)位的應(yīng)用指令,當(dāng)X0為ON時(shí),對(duì)M11~M18的輔助繼電器復(fù)位,以防止系統(tǒng)從自動(dòng)方式轉(zhuǎn)換到手動(dòng)方式,再返回自動(dòng)方式時(shí)出現(xiàn)兩種不同的活動(dòng)步。
手動(dòng)程序如圖10-12所示,用X10~X15對(duì)應(yīng)機(jī)械手的上下左右移行和夾鉗松緊的按鈕。按下不同的按鈕,機(jī)械手執(zhí)行相應(yīng)的動(dòng)作。在左、右移行的程序中串聯(lián)上限位置開關(guān)的動(dòng)合觸點(diǎn)是為了避免機(jī)械手在較低位置移行時(shí)碰撞其它工件。為保證系統(tǒng)安全運(yùn)行,程序之間還進(jìn)行了必要的聯(lián)鎖。
擊打開原圖")
如圖10-13所示為回原位程序,在系統(tǒng)處于回原位工作狀態(tài)時(shí),按下回原位按鈕(X5為ON),M3變?yōu)镺N,機(jī)械手松開和上升,當(dāng)升到上限位(X17變?yōu)镺N),機(jī)械手左行,直到移至左限位(X21變?yōu)镺N)才停止,并且M3復(fù)位。
自動(dòng)程序如圖10-14所示,系統(tǒng)工作為單步方式時(shí),X2為ON,其動(dòng)斷觸點(diǎn)斷開,輔助繼電器一般情況下M2為OFF 。X3、X4都為OFF,”單周期”和”連續(xù)”工作方式被禁止。假設(shè)系統(tǒng)處于初始狀態(tài),M10為ON,當(dāng)按下起動(dòng)按鈕X6時(shí),M2變?yōu)镺N,使M11為ON,Y0線圈得電,機(jī)械手下降。放開起動(dòng)按鈕后,M2立即變?yōu)镺FF。當(dāng)機(jī)械手下降到下限位時(shí),與Y0線圈串聯(lián)的X16動(dòng)斷觸點(diǎn)斷開,Y0線圈失電,機(jī)械手停止下降。此時(shí),M11、X16均為ON,其動(dòng)合觸點(diǎn)接通,再按下起動(dòng)按鈕X6時(shí),M2又變?yōu)镺N,M12得電并自保持,機(jī)械手進(jìn)入夾緊狀態(tài),同時(shí)M11也變?yōu)镺FF。在完成某一步的動(dòng)作后,必須按一次起動(dòng)按鈕,系統(tǒng)才能進(jìn)入下一步。
擊打開原圖")
如果選擇的是單周期工作方式,此時(shí)X3為ON,X2的動(dòng)斷觸點(diǎn)接通,M2為ON,允許轉(zhuǎn)換。在初始步時(shí)按下起動(dòng)按鈕X6,在M11電路中,因M10、X6、M2的動(dòng)合觸點(diǎn)和M12的動(dòng)斷觸點(diǎn)都接通,所以M11變?yōu)镺N,Y0也變?yōu)镺N,機(jī)械手下降。當(dāng)機(jī)械手碰到下限位開關(guān)X16時(shí)停止下降,M12變?yōu)镺N,Y4也變?yōu)镺N,機(jī)械手進(jìn)入夾緊狀態(tài),經(jīng)過1.7s后,機(jī)械手夾緊工件開始上升。這樣,系統(tǒng)就會(huì)按工序一步一步向前運(yùn)行。當(dāng)機(jī)械手在M18步返回原位時(shí),X4為OFF,其動(dòng)合觸點(diǎn)斷開,此時(shí)不是連續(xù)工作方式,因此機(jī)械手不會(huì)連續(xù)運(yùn)行。
系統(tǒng)處于連續(xù)方式時(shí), X4為ON ,它的動(dòng)合觸點(diǎn)閉合,在初始步時(shí)按下起動(dòng)按鈕X6,M1得電自保持,選擇連續(xù)工作方式,其它工作過程與單周期方式相同。按下停止按鈕X7后,M1變?yōu)镺FF,但系統(tǒng)不會(huì)立即停下,在完成當(dāng)前的工作周期后,機(jī)械手最終停在原位。
2.3.2基本指令配合步進(jìn)指令的編程方法
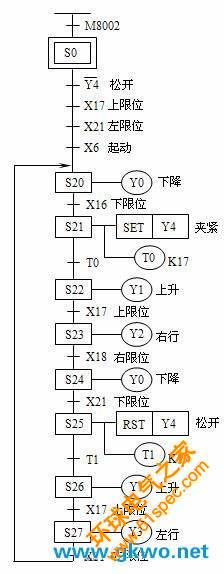
運(yùn)用步進(jìn)指令編寫機(jī)械手順序控制的程序比用基本指令更容易、更直觀。在機(jī)械手的控制系統(tǒng)中,手動(dòng)和回原位工作方式用基本指令很容易實(shí)現(xiàn),這里不重復(fù)。只介紹圖10-15所示的順序功能圖,該圖實(shí)現(xiàn)了機(jī)械手的自動(dòng)連續(xù)運(yùn)行。圖中特殊輔助繼電器M8002僅在運(yùn)行開始時(shí)接通。S0為初始狀態(tài),對(duì)應(yīng)回原位的程序。在選定連續(xù)工作方式后,X4為ON,按下回原位按鈕X5,能保證機(jī)械手的初始狀態(tài)在原位。當(dāng)機(jī)械手在原位時(shí),夾鉗松開Y4為OFF,上限位X17、左限位X21都為ON,這時(shí)按下起動(dòng)按鈕X6,狀態(tài)由S0轉(zhuǎn)換到S20,Y0線圈得電,機(jī)械手下降。當(dāng)機(jī)械手碰到下限位開關(guān)X16時(shí),X16變?yōu)镺N,狀態(tài)由S20轉(zhuǎn)換為S21,Y0線圈失電,機(jī)械手停止下降,Y4被置位,夾鉗開始夾持,定時(shí)器T0啟動(dòng),經(jīng)過1.7s后,定時(shí)器的觸頭接通,狀態(tài)由S21轉(zhuǎn)換為S22,機(jī)械手上升。系統(tǒng)如此一步一步按順序運(yùn)行。當(dāng)機(jī)械手返回到原位時(shí)X21變?yōu)镺N,狀態(tài)由S27轉(zhuǎn)換為S0,機(jī)械手自動(dòng)進(jìn)入新的一次運(yùn)行過程。因此機(jī)械手能自動(dòng)連續(xù)運(yùn)行。從圖10-15所示的順序功能圖中可以看出,每一狀態(tài)繼電器都對(duì)應(yīng)機(jī)械手的一個(gè)工序,只要弄清工序之間的轉(zhuǎn)換條件及轉(zhuǎn)移方向就很容易、很直觀的畫出順序功能圖。其對(duì)應(yīng)的步進(jìn)指令梯形圖也很容易畫出。
2.3.3基本指令、初始狀態(tài)指令和步進(jìn)指令配合的編程方法
初始狀態(tài)指令順序控制的程序如圖10-16所示。圖(a)為初始化程序,它保證了機(jī)械手必須在原位才能進(jìn)入自動(dòng)工作方式。圖(b)為手動(dòng)方式程序,機(jī)械手的夾緊、放松及上下左右移行由相應(yīng)的按鈕完成。在圖(c)回原位方式程序中,只需按下回原位按鈕即可。圖中除初始狀態(tài)繼電器外,其它狀態(tài)繼電器應(yīng)使用回零狀態(tài)繼電器S10~ S19。圖(d)為自動(dòng)方式程序,M8041和M8044都是在初始化程序中設(shè)定的,在程序運(yùn)行中不再改變。
下面是圖10-16對(duì)應(yīng)的語句表程序。
2.4運(yùn)行并調(diào)試程序
2.4.1基本指令順序控制程序
(1)將梯形圖程序輸入到計(jì)算機(jī)。
(2)對(duì)程序進(jìn)行調(diào)試運(yùn)行。
a.將轉(zhuǎn)換開關(guān)SA旋至“手動(dòng)”檔,按下相應(yīng)的動(dòng)作按鈕,觀察機(jī)械手的動(dòng)作情況;
b.將轉(zhuǎn)換開關(guān)SA旋至“回原位”檔,按下回原位按鈕,觀察機(jī)械手是否回原位;
c.將SA旋至“單步”檔,每按起動(dòng)按鈕,觀察機(jī)械手是否向前執(zhí)行下一動(dòng)作;
d.將SA旋至“單周期”檔,每按一次起動(dòng)按鈕,觀察機(jī)械手是否運(yùn)行一個(gè)周期就停下;
e.將SA旋至“連續(xù)”檔,按下起動(dòng)按鈕,觀察機(jī)械手是否連續(xù)運(yùn)行。
(3)記錄調(diào)試程序的結(jié)果。
2.4.2基本指令與步進(jìn)指令控制程序
(1)將順序功能圖轉(zhuǎn)換為梯形圖輸入到計(jì)算機(jī)。
(2)對(duì)程序進(jìn)行調(diào)試運(yùn)行。
將轉(zhuǎn)換開關(guān)SA旋至”連續(xù)”檔,先按回原位按鈕,再按起動(dòng)按鈕,觀察機(jī)械手是否連續(xù)運(yùn)行。
(3)記錄調(diào)試程序的結(jié)果。
2.4.3基本指令、初始狀態(tài)指令配合步進(jìn)指令順序控制程序
(1)將控制程序輸入到計(jì)算機(jī)。
(2)對(duì)程序進(jìn)行調(diào)試運(yùn)行與基本指令順序控制程序的相同。
(3)記錄調(diào)試程序的結(jié)果。
三、實(shí)訓(xùn)報(bào)告要求與考核標(biāo)準(zhǔn)
1、實(shí)訓(xùn)報(bào)告要求
(1)整理實(shí)訓(xùn)操作結(jié)果,按標(biāo)準(zhǔn)寫出實(shí)訓(xùn)報(bào)告。


